



Rotary Kiln Movable Tunnel Kiln Mobile Tunnel Kiln Red Brick Fire Kiln
1. Brief introduction:
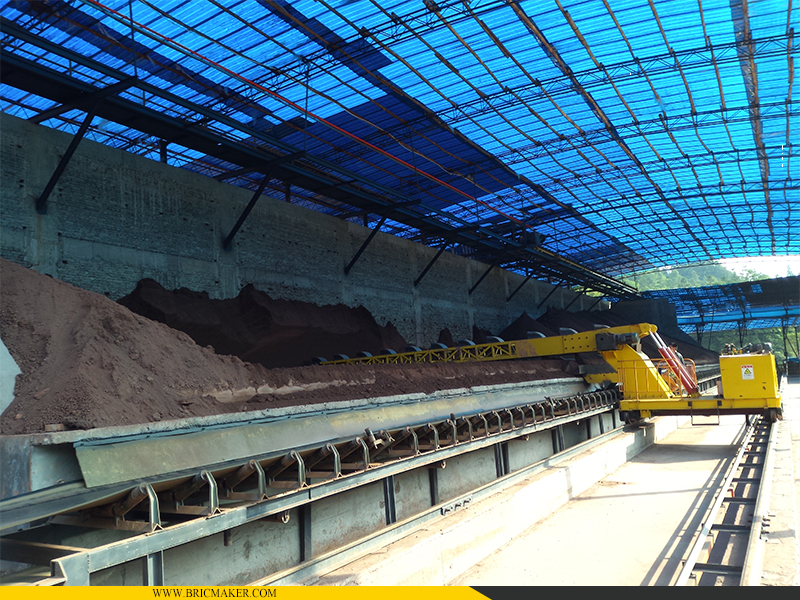
Rotary tunnel kiln, also known as movable tunnel kiln, is a new type of fire kilns for red bricks. The rotary kiln body runs along an annular track with a diameter of 80-120m. The kiln body is divided from front to back into drying section, preheating section, firing section, thermal insulation section, and cooling section, with a total length of about 100-120m. On the annular track not occupied by the kiln body, the billet making machine with the billet transfer belt, runs in the same direction as the kiln body, making and stacking the billet at the same time; The moving kiln body moves forward at a speed of 70m/d to 120m/d. The front section swallows the wet green bricks, and the rear end "spits out" the finished fired bricks. The entire process of stacking the bricks, drying, preheating, baking, insulation, cooling, and discharging the bricks is completed in sequence. Compared to traditional tunnel kilns, the bricks are stacked on the annular kiln bottom at one time, and the relative movement required for the brick making process is accomplished by the kiln body movement, so there is no need for kiln cars and supporting facilities.

2. Main structure:
The movable tunnel kiln mainly consists of a kiln body steel structure, heat insulation lining, air supply system, air exhaust system, moisture removal system, and drive system.
2.1 Kiln body steel structure:
The kiln body of rotary tunnel kiln is supported by wheels under the side walls, which move forward along the tracks below, driving the kiln body forward. The walls and roofs of the kiln body are welded with steel plates and profiled steel, and are connected in detachable pieces. After each piece is fabricated in the manufacturer, it is taken to the site for assembly, which is convenient for maintenance and reduces on-site construction workload. At the same time, due to the length of the kiln body and the impact of thermal expansion, the kiln body is prone to deformation, causing difficulties in walking. During the design, we adopted a special structure to eliminate expansion, making the kiln body operate normally and not prone to deformation. The top of the kiln body adopts a flat roof, and the bearing beam on it should fully consider the large deflection when the span is large, which can easily lead to deformation and collapse of the furnace top. Therefore, stress analysis should be done to ensure that the deformation meets the requirements of national standards. In terms of sealing, the kiln body and the outside are sealed with sand. The quality of the sand seal structure directly affects the energy consumption and firing quality of the kiln body. Therefore, special attention should be paid to the structure and materials of the site during design.

2.2 Heat insulation lining
The walls and roofs of the kiln are paved with aluminum silicate fiber modules. During design, fiber modules of different grades can be installed according to different temperature ranges to save investment. The bottom of the kilns must be paved with compressive refractory bricks to prevent accidents caused by kiln turnover.

2.3 Air supply system, air exhaust system, moisture removal system
The air supply system is used to send cold air from the cooling section to collect the heat generated by the cooling of the bricks, and to heat the air for drying wet billets and combustion. The exhaust system extracts heated hot air and hot flue gas from the preheating section for use in the drying section. The dehumidification system is used to discharge the hot and humid gas emitted from the wet billet in the drying section from the drying section to the outside of the kiln.
The three systems are interconnected, and it is important to select the air volume and pressure of the fan. The selection of air volume is based on thermal calculation, and the air pressure needs to be selected after calculating the resistance of the gas in the kiln. If the pumping force is not selected properly, it is likely that the entire system will not work properly, directly affecting the firing quality of the brick. In addition, the size of each pipeline section should also be reasonable, neither too small nor wasteful. The pipeline section should be selected at a flow rate of 8 Nm/s to 12 Nm/s, and necessary control valves should be installed in each system to enhance the flexibility of the system.
2.4 Driving system
The drive system is the key to the successful operation of the kiln. The design adopts driving wheels and driven wheels. The furnace body is divided into several sections, each section using a driving wheel, and the rest using driven wheels. When selecting the power of the reducer, it is necessary to consider the deformation of the kiln body or kiln overturning after a long operation time, and appropriately increase the motor power.
3. Brick production process of movable tunnel kiln:
a. Raw material workshop
c. Billet making




4. Our services to our brick making customers:
(1)Presales: Before the customer prepares to invest in the construction of the factory, pre evaluate the local raw materials, regions, climate, and geology, and provide guidance. Provide customer investment estimation budgets and operating cost budgets to enable investors to make reasonable arrangements for capital allocation and future operating cost estimates before investing in the plant.

Detail working video:







